VIP DESDE 1990
ValorInnovaciónPrestaciones
ELÉCTRICO | AIRE | HIDRÁULICO | GAS | SEGURIDAD
ELÉCTRICO | AIRE | HIDRÁULICO | GAS | SEGURIDAD
CS Unitec es líder en innovación de herramientas eléctricas y soluciones de herramientas de seguridad: rendimiento para profesionales.







Herramientas y equipos para tu lugar de trabajo
Una gran selecciónde herramientas eléctricas, neumáticas, hidráulicas, de gasy de seguridad
DESDE 1990
Rendimiento de ingeniería
Rendimiento de ingeniería
Para las aplicaciones industrialesmás exigentes.
Para las aplicaciones industrialesmás exigentes.
Eléctrico | Hidráulico | Neumático
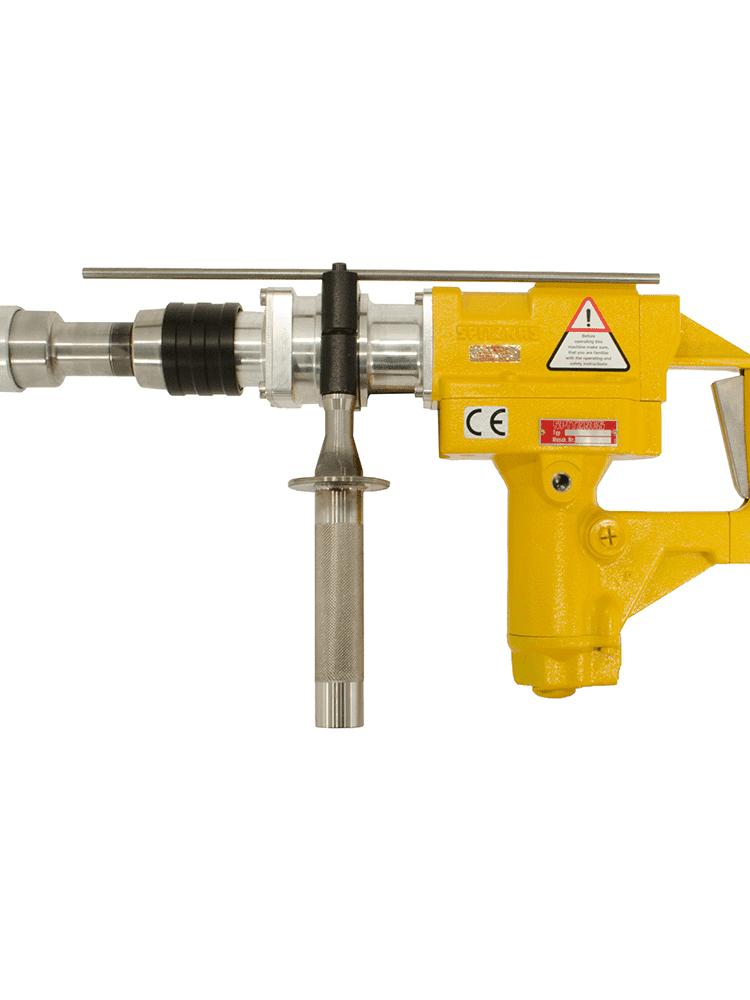
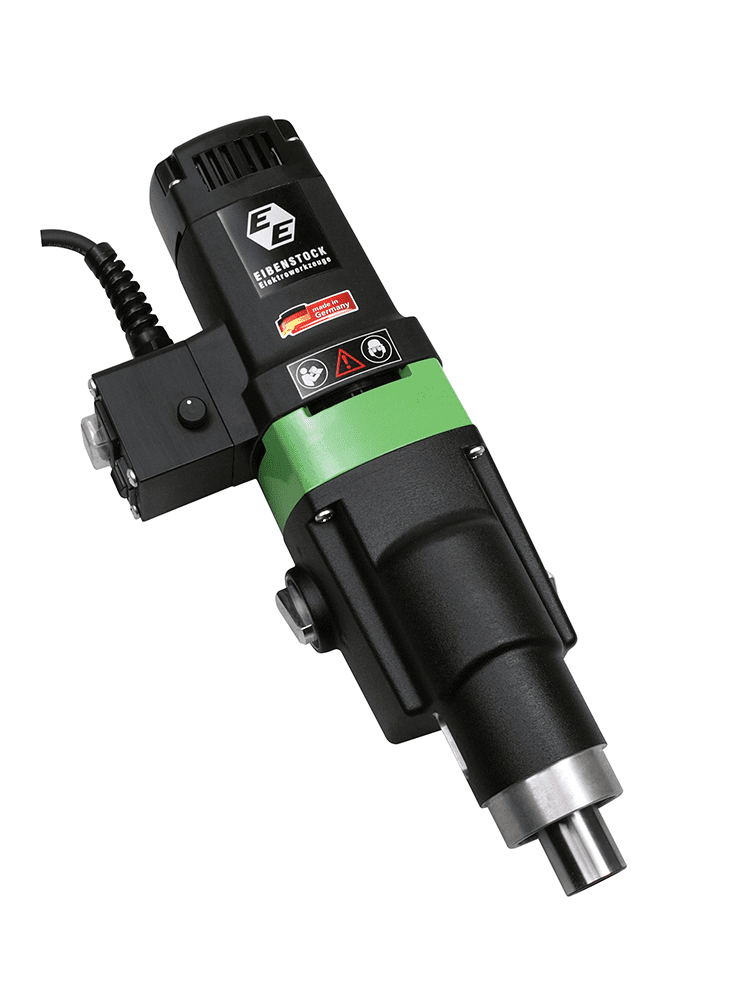
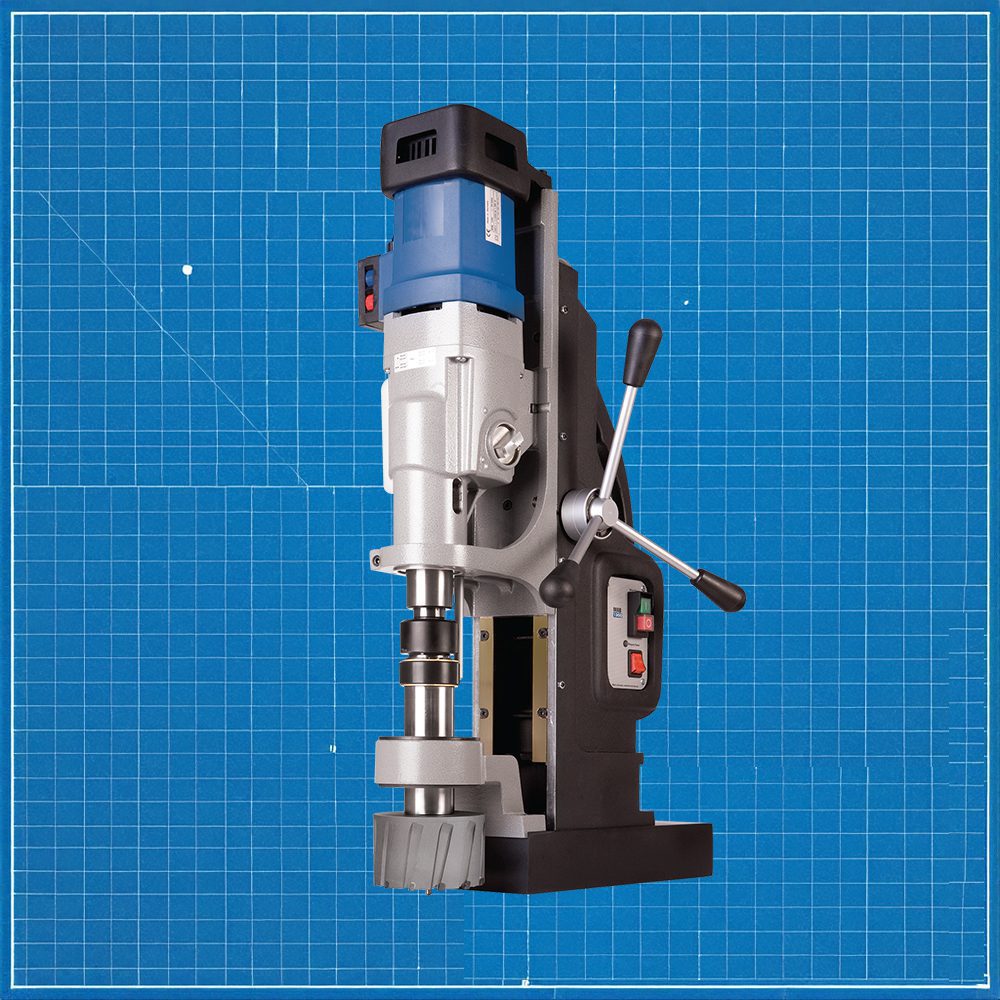
Las herramientas CS Unitec son la opción de mayor valor, ya que superan y duran más que otras herramientas. Tenemos una amplia gama de taladros magnéticos portátiles de alta calidad, taladros sacanúcleos manuales, sierras para hormigón, sierras de cinta eléctricas, neumáticas e hidráulicas, sierras de cadena, sierras de tronzado, sierras para tubos, ¡y mucho más!